









Cast Iron vs Carbon Steel is a common material comparison in CNC machining, mechanical manufacturing, automotive parts, machine bases, and industrial structural components. Although both materials belong to the iron-carbon alloy family, they differ significantly in carbon content, chemical composition, internal structure, and forming methods. As a result, they show clear differences in strength, toughness, hardness, castability, weldability, heat treatment response, and application areas.
In simple terms, carbon steel is more like gluten: tough, strong, and suitable for tensile, bending, and impact loads. Cast iron is more like frozen tofu: hard, strong in compression, and excellent at vibration damping, but relatively lower in toughness. Therefore, in real material selection, carbon steel and cast iron usually cannot be directly substituted for each other. The right choice depends on the part’s loading condition, manufacturing process, and working environment.

What Is Carbon Steel?
Carbon steel is an iron-carbon alloy primarily composed of iron and carbon, with a carbon content of less than 2.11%. It generally does not contain large amounts of alloying elements.
Because carbon steel has a relatively continuous metallic matrix, it usually offers good strength, toughness, and ductility. It is suitable for tensile, bending, and impact loads, and it is also suitable for welding, forging, heat treatment, and CNC machining.it is generally divided into low carbon steel, medium carbon steel, and high carbon steel.
Common types of carbon steel include:
- Low carbon steel: Good toughness, good weldability, and easy machinability. Commonly used for sheet metal parts, brackets, and welded structures.
- Medium carbon steel: Balanced strength and toughness, with properties that can be improved through heat treatment. Commonly used for shafts, gears, connecting rods, and mechanical parts.
- High carbon steel: Good hardness and wear resistance, but relatively lower toughness. Commonly used for cutting tools, springs, and wear-resistant parts.

What Is Cast Iron?
Cast iron is an iron-carbon alloy with a carbon content greater than 2.1%. It usually also contains small amounts of elements such as silicon, manganese, sulfur, and phosphorus. The carbon in cast iron usually exists in the form of graphite or carbides, which directly affects its strength, toughness, damping ability, and machinability.
Cast iron offers good hardness, compressive strength, casting fluidity, and vibration damping. It is suitable for complex, large, or dimensionally stable parts, but some types may crack under tensile, bending, or impact loads.
Common types of cast iron include:
- Gray cast iron: Contains flake graphite, with good vibration damping, good machinability, and relatively low cost. Commonly used for machine tool beds, bases, and housings.
- Ductile iron: Contains nodular graphite, offering better strength and toughness. Commonly used for crankshafts, gears, valves, and automotive components.
- Malleable cast iron: Contains temper carbon in a flake-like or nodular form, with better toughness than ordinary gray cast iron. Commonly used for pipe fittings, connectors, and small load-bearing parts.
- White cast iron / wear-resistant cast iron: High hardness and strong wear resistance, but relatively brittle. Commonly used for liners, rolls, and wear-resistant parts.

Chemical Composition of Cast Iron vs Carbon Steel
The performance difference between carbon steel and cast iron first comes from their chemical composition. Both materials are mainly composed of iron and carbon, but cast iron usually has higher carbon and silicon content, making it easier to form graphite structures. Carbon steel has lower carbon content and a more continuous structure, which usually gives it better ductility and toughness.
| Chemical Element | Common Range in Carbon Steel | Common Range in Cast Iron | Effect on Performance |
|---|---|---|---|
| C | 0.02%–2.11% | 2.5%–4.0% | Higher carbon content usually increases hardness and wear resistance, but may reduce toughness |
| Si | 0.15%–0.60% | 1.0%–3.0% | Helps graphite formation in cast iron, improving castability and damping ability |
| Mn | 0.30%–1.65% | 0.20%–1.00% | Helps improve strength, hardness, and structural stability |
| S | ≤0.05% | 0.02%–0.15% | Excess sulfur may reduce toughness and machinability |
| P | ≤0.04% | 0.02%–0.30% | Can improve fluidity, but excessive phosphorus increases brittleness |
From a structural perspective, carbon steel is more like “gluten”: it has a more continuous structure and better toughness. Cast iron is more like “frozen tofu”: its internal graphite structure helps absorb vibration and improve machinability, but it can also weaken continuous load-bearing capability under tensile or impact loads.
Note: The chemical composition ranges above are common engineering reference values. Actual values vary depending on grade, standard, and application. Data may refer to materials databases such as AZoM and MakeItFrom. Final material selection should be based on drawing requirements, material standards, and material certificates.
Common Grades of Cast Iron vs Carbon Steel
In purchasing and machining projects, it is not enough to only specify “carbon steel” or “cast iron.” The specific material grade also affects performance, machinability, and heat treatment response.
| Material Type | Common Grades | Main Characteristics | Common Applications |
|---|---|---|---|
| Low carbon steel | AISI 1018, AISI 1020, Q235, ASTM A36 | Good toughness, good weldability, easy to machine | Brackets, structural parts, sheet metal parts, welded parts |
| Medium carbon steel | AISI 1045, C45, 45# steel | Higher strength, suitable for quenching and tempering | Shafts, gears, connecting rods |
| High carbon steel | AISI 1060, AISI 1095, T8, T10 | High hardness and good wear resistance | Cutting tools, springs, wear-resistant parts |
| Gray cast iron | HT150, HT200, HT250, ASTM A48 Class 30/40 | Good damping ability and machinability | Machine tool beds, housings, bases |
| Ductile iron | QT400-15, QT450-10, QT500-7, ASTM A536 65-45-12 | Better strength and toughness | Crankshafts, gears, valves, automotive parts |
| Malleable cast iron | KTH300-06, KTH350-10, ASTM A47 | Better toughness than gray cast iron | Pipe fittings, connectors |
| Wear-resistant cast iron | High chromium cast iron, Ni-Hard | High hardness and strong wear resistance | Liners, rolls, crusher wear parts |
Different standards cannot always be directly converted. For example, Q235, ASTM A36, and AISI 1018 are all common low carbon steels, but their chemical composition ranges, strength requirements, and applicable standards are not exactly the same. Formal material selection should be based on drawings, material standards, and material certificates.

Manufacturing Methods and Common Material Forms
Carbon steel is usually produced through steelmaking, continuous casting, rolling, and forging. It is then supplied as plates, bars, tubes, or structural profiles, and further processed by cutting, welding, CNC machining, or other manufacturing methods. It behaves more like a “standard raw material” that can be machined into shafts, brackets, structural parts, connectors, and welded components.
Common carbon steel forms include:
- Steel plate, round bar, square bar, flat bar, hex bar
- Steel tube, angle steel, channel steel, H-beam
- Forgings, welded parts, machined blanks
Cast iron is usually made by melting pig iron, scrap steel, returns, and alloying elements, then pouring the molten metal into molds. Because of its good molten fluidity, cast iron is more suitable for directly casting complex shapes, followed by precision machining.
Common cast iron forms include:
- Cast iron plate, cast iron bar, cast iron pipe
- Cast iron platform, machine tool bed, housing, base
- Pump body, valve body, cylinder block, complex housing, and custom castings
In short, carbon steel is more suitable for machining from standard stock, while cast iron is more suitable for casting complex structures first and then finish machining them.
Machining Process and CNC Machining Considerations
Both carbon steel and cast iron can be CNC machined, but their machining priorities are different. Carbon steel requires attention to cutting heat, continuous chips, tool wear, and machining deformation. Cast iron requires attention to powder-like chips, dust control, casting defects, and dimensional stability.
CNC Machining Considerations for Carbon Steel
- It tends to produce continuous or curled chips, so chip breaking and chip evacuation are important.
- Medium carbon steel, high carbon steel, or heat-treated carbon steel may cause more noticeable tool wear.
- Long shafts, thin-walled parts, and high-precision components require careful control of cutting heat, internal stress, and clamping deformation.
- For precision parts, a process route such as rough machining, stress relief, semi-finishing, and finishing may help reduce deformation.
- Low carbon steel usually has good weldability, while medium and high carbon steels require stricter welding process control.
CNC Machining Considerations for Cast Iron
- Chips are usually powder-like or short and broken, so dust cleaning and machine protection are important.
- Cast iron blanks may contain sand holes, porosity, slag inclusions, and hard spots, so blank inspection is important before machining.
- Edges are more prone to chipping than carbon steel, making chamfers and radii more important.
- Large cast iron parts are often stress-relieved or aged before finish machining to improve dimensional stability.
- Gray cast iron is often machined dry or with limited coolant to avoid mixing dust with excessive cutting fluid into sludge.
CNC Machining Features and Precision Notes
Carbon steel and cast iron can both be machined into common CNC features, such as grooves, threaded holes, chamfers, radii, fitted holes, and mounting surfaces. The main differences lie in machining stability, edge quality, and precision control.

| Machining Feature | Carbon Steel | Cast Iron | Notes |
|---|---|---|---|
| Grooves / pockets | Machinable | Machinable | Carbon steel requires chip evacuation and vibration control; cast iron requires attention to dust, hard spots, and edge chipping |
| Tapping / threaded holes | Good thread strength | Machinable, but edges are more brittle | Carbon steel requires attention to tap breakage; cast iron should avoid thin walls and excessive torque |
| Chamfers / radii | Easy to machine | Easy to machine | Helps remove sharp edges, reduce stress concentration, and lower chipping risk |
| Internal sharp corners / small internal radii | EDM-assisted machining available | EDM-assisted machining available | CNC milling has difficulty producing sharp internal corners; EDM is suitable for local corner clearing but has higher cost |
| Precision holes / fitted surfaces | High precision achievable | High precision achievable | Carbon steel requires heat deformation control; cast iron requires attention to blank defects and dimensional stability |
General CNC machining tolerance can be referenced at around ±0.05 mm, while precision machining can reach around ±0.01–±0.02 mm. If higher precision is required, grinding, EDM, stable clamping, and stricter process control are usually needed. Actual tolerance depends on part size, structural complexity, material condition, heat treatment, and inspection requirements.
If a drawing includes deep grooves, small threaded holes, thin walls, internal sharp corners, or high-precision fitted surfaces, machining feasibility should be confirmed before quoting and production. This helps reduce deformation, edge chipping, tool wear, and assembly errors.
Heat Treatment Methods and Effects
Both carbon steel and cast iron can be heat treated, but the purposes are different. Heat treatment for carbon steel mainly adjusts strength, hardness, wear resistance, and toughness. Heat treatment for cast iron is more often used to relieve internal stress, stabilize dimensions, improve machinability, or increase local wear resistance.
Common Heat Treatments for Carbon Steel
- Annealing: Reduces hardness, improves machinability, and relieves internal stress.
- Normalizing: Refines grain structure and improves strength, hardness, and overall performance.
- Quenching + tempering: Increases hardness, strength, and wear resistance while reducing brittleness.
- Quenching and tempering treatment: Suitable for shafts, gears, pins, and parts requiring a balance of strength and toughness.
- Surface hardening, carburizing, nitriding: Used to improve surface hardness, wear resistance, and fatigue strength.
Medium carbon steel and high carbon steel respond more noticeably to heat treatment. For load-bearing components, heat treatment is often a key step that determines final performance.
Common Heat Treatments for Cast Iron
- Stress relief annealing / aging treatment: Reduces internal stress after casting and machining, improving dimensional stability.
- High-temperature annealing: Softens the structure and improves machinability.
- Normalizing or surface hardening: Improves local hardness and wear resistance.
- Austempering: Commonly used for ductile iron to improve strength, toughness, and wear resistance.
- Graphitizing annealing: Improves structural stability and machinability.
Gray cast iron is more commonly treated by stress relief annealing or aging. Ductile iron can show clear improvements in strength, toughness, and wear resistance after suitable heat treatment.
Common Surface Treatment Options
After machining, carbon steel and cast iron parts often require surface treatment depending on the working environment. Surface treatment can improve rust resistance, corrosion resistance, wear resistance, appearance, or service life.
Common surface treatments for carbon steel include black oxide, zinc plating, nickel plating, chrome plating, phosphating, powder coating, painting, e-coating, and hot-dip galvanizing. These treatments are mainly used to improve rust protection, corrosion resistance, wear resistance, and appearance. They are common for structural parts, shafts, brackets, fasteners, and machined components.
Common surface treatments for cast iron include sandblasting, shot blasting, painting, dipping paint, black oxide, phosphating, e-coating, powder coating, and anti-rust oil treatment. For large cast iron parts such as machine tool beds, bases, pump bodies, valve bodies, and housings, sandblasting followed by painting or dipping paint is a common and economical option.

Common Mechanical Property Ranges
Carbon steel and cast iron are not single materials. Their actual properties vary depending on grade, casting method, rolling condition, and heat treatment process. The values below are common engineering reference ranges. Formal selection should be based on the specific material grade and standard.
| Mechanical Property | Common Range for Carbon Steel | Common Range for Cast Iron | Brief Notes |
|---|---|---|---|
| Tensile strength | 350–1,200 MPa | 100–900 MPa | Carbon steel usually has more stable tensile performance; ductile iron can reach higher strength |
| Yield strength | 200–900 MPa | 130–600 MPa | Carbon steel often uses yield strength as a design basis; gray cast iron uses this less often |
| Elongation | 5%–35% | 0.2%–20% | Carbon steel usually has better ductility; ductile iron is better than gray cast iron |
| Brinell hardness | 120–350 HB | 150–300 HB | Cast iron is often relatively hard; carbon steel hardness can be increased through heat treatment |
| Elastic modulus | 190–210 GPa | 80–170 GPa | Carbon steel is more stable; cast iron is affected by graphite morphology |
| Compressive strength | 250–1,000 MPa | 600–1,500 MPa | Cast iron has strong compressive performance and is suitable for support parts |
| Fatigue strength | 150–500 MPa | 70–300 MPa | Carbon steel is usually more suitable for alternating loads |
Overall, carbon steel is more suitable for tensile, bending, impact, and fatigue loads, while cast iron is more suitable for compression, vibration damping, and structural stability.
Overall Performance Comparison
The table below can serve as a quick reference for comparing carbon steel and cast iron. The final decision should also consider part structure, machining process, heat treatment condition, and working environment.
| Comparison Item | Carbon Steel | Cast Iron |
|---|---|---|
| Carbon content | Lower, usually below cast iron | Higher, an important reason for performance differences |
| Strength and toughness | Good overall strength and toughness | Gray cast iron has lower toughness; ductile iron offers better overall performance |
| Hardness and wear resistance | Can be improved through heat treatment | Usually relatively high, especially wear-resistant cast iron |
| Weldability | Low carbon steel is better; medium and high carbon steel require process control | Usually poor, special welding process is often required |
| Forgeability | Good, suitable for forging | Usually not suitable for large-deformation forging |
| Castability | General | Very good, suitable for complex castings |
| Vibration damping | General | Very good |
| Typical applications | Shafts, gears, brackets, structural parts, welded parts | Machine tool beds, cylinder blocks, pump bodies, valve bodies, bases |
Application Case Comparison
1: Carbon Steel Shaft Parts
Shaft parts usually need to withstand torque, bending, and fatigue loads. They also require good strength, toughness, coaxiality, and surface precision. In such projects, medium carbon steel or quenched and tempered steel is often selected. CNC turning, grinding, and heat treatment are used to improve strength, wear resistance, and dimensional accuracy.
The main challenges are controlling machining deformation, ensuring coaxiality, and improving surface wear resistance. If material condition, heat treatment sequence, or clamping method is not properly controlled, dimensional change, runout issues, or assembly instability may occur.

2: Carbon Steel Gear Parts
Gear parts require wear-resistant tooth surfaces while maintaining enough toughness at the tooth root to avoid tooth breakage or early wear. A common solution is to use medium carbon steel or carburizing steel, combined with carburizing, quenching, tempering, and finishing. This creates a hard surface while keeping the core relatively tough.
The key challenges are hardness control, tooth profile accuracy, and heat treatment deformation control. Material selection and process planning should be confirmed before machining.

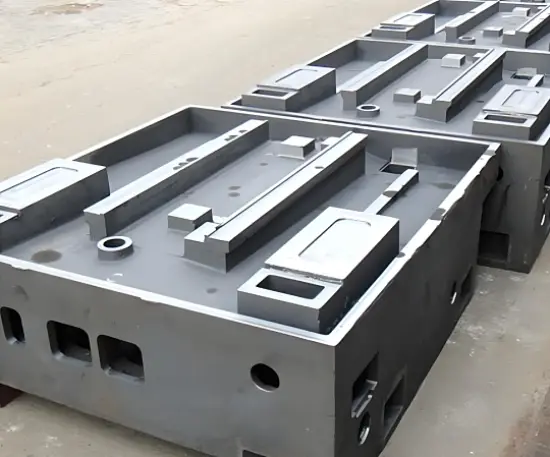
3: Cast Iron Machine Tool Bed
A machine tool bed is large and structurally complex, with high requirements for vibration damping and dimensional stability. If a common welded steel structure is used, deformation, vibration, and long-term accuracy stability issues may occur. Cast iron beds are usually made from gray cast iron or high-strength cast iron, followed by casting, aging treatment, rough machining, and finish machining.
The main challenges are casting quality, internal stress relief, and large surface finish machining. Proper aging treatment and machining allowance design are very important for final accuracy.
4: Cast Iron Pump Body / Valve Body
Pump bodies and valve bodies often have complex internal flow channels, uneven wall thickness, sealing surfaces, threaded holes, and assembly surfaces. Cast iron is suitable for producing complex blanks through casting first, then finishing key functional surfaces by CNC machining.
The key challenges are blank defect control, sealing surface machining, and threaded hole stability. Confirming casting quality and machining datums before production can reduce risks such as sand holes, porosity, edge chipping, and leakage during assembly.

How to Choose Between Carbon Steel and Cast Iron
There is no absolute “better” material between carbon steel and cast iron. The right choice depends on part requirements.
| Requirement | Recommended Material |
|---|---|
| Tensile, bending, or impact loads | Carbon steel |
| Welding or forging required | Carbon steel |
| Quenching, tempering, or strengthening treatment required | Carbon steel |
| Good vibration damping required | Cast iron |
| Complex casting shape required | Cast iron |
| Good compressive strength required | Cast iron |
| Lower forming cost required | Cast iron |
If the part requires high strength, high toughness, welding, forging, or impact resistance, carbon steel is usually preferred. If the part requires vibration damping, compression resistance, complex casting, or good dimensional stability, cast iron is usually more suitable.
Conclusion
The key differences between carbon steel and cast iron come from carbon content, chemical composition, and internal structure. Carbon steel has good toughness, high strength, good weldability, good forgeability, and a strong heat treatment response, making it suitable for complex load-bearing parts. Cast iron has strong compressive performance, excellent vibration damping, and good castability, making it suitable for complex shapes and stable support components.
In real projects, the choice between carbon steel and cast iron should consider drawing requirements, loading conditions, machining process, heat treatment, surface treatment, cost, and lead time. If you are not sure which material is more suitable for your part, you can send us your drawing, material requirements, or application scenario. We can help evaluate a more suitable material and manufacturing solution with price based on part structure and machining difficulty.








