









Что такое шероховатость поверхности?
Шероховатость поверхности — важный показатель, используемый для измерения микроскопических выступов и впадин на поверхности детали. Речь идет не просто о том, “выглядит ли” деталь гладкой. Напротив, для количественной оценки следов от инструмента, выступов, впадин и мелкой текстуры поверхности используются такие параметры, как Ra и Rz.
В процессе обработки с ЧПУ шероховатость поверхности может влиять на точность сборки, коэффициент трения, износостойкость, герметичность, качество финишной обработки поверхности и срок службы. Например, для стандартного монтажного кронштейна не требуется особо гладкая поверхность. Однако уплотняющие поверхности, поверхности скольжения, видимые поверхности и анодированные детали часто требуют более строгого контроля шероховатости поверхности.
С точки зрения механической обработки и контроля качества, заблаговременное определение требований к шероховатости поверхности помогает производителю выбрать подходящие инструменты, параметры резания, траектории инструмента и методы контроля. Это позволяет сократить объем доработок, дополнительные затраты и задержки с поставкой. Если в чертеже указано лишь “гладкая поверхность” или “мелкая обработка”, механический цех может не суметь точно определить реальные требования.

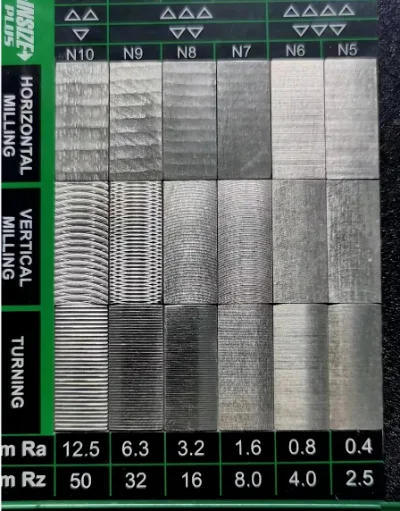
Таблица шероховатости поверхности
В проектах по ЧПУ-обработке шероховатость поверхности обычно определяется значениями Ra. Более низкое значение Ra, как правило, означает более гладкую поверхность. Однако это не означает, что для каждой детали следует использовать минимально возможное значение Ra. Более гладкая поверхность часто требует более медленной обработки, более тщательного контроля, а иногда и шлифования, полировки или других процессов вторичной отделки.
Приведенная ниже таблица шероховатости поверхности может служить общим ориентиром для деталей, обработанных на станках с ЧПУ. Фактические результаты могут варьироваться в зависимости от материала, режущих инструментов, оборудования, приспособлений, параметров обработки и методов последующей обработки.
| Диапазон значений Ra | Уровень поверхности | Общие процессы механической обработки | Типовые применения |
|---|---|---|---|
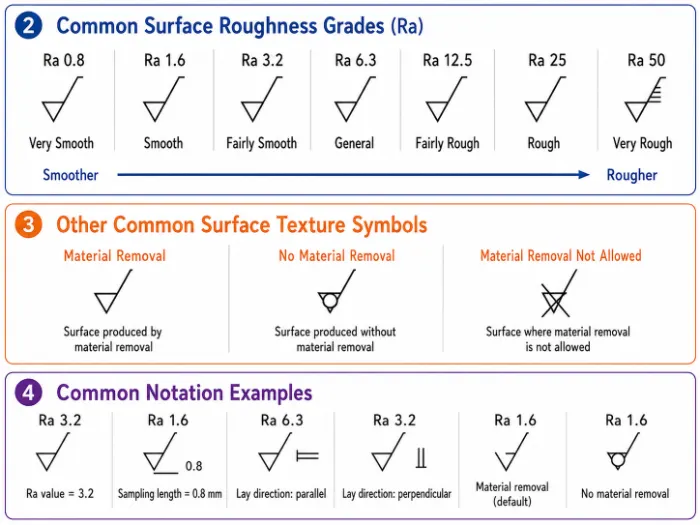
| Ra 6,3 мкм | Грубо обработанная поверхность | Черновое фрезерование, черновая токарная обработка, общее снятие материала | Некритические конструктивные элементы, внутренние опоры, предварительно обработанные поверхности заготовок |
| Ра 3,2 мкм | Стандартная обработанная поверхность | Общие принципы фрезерования и токарной обработки с ЧПУ | Кронштейны, корпуса, рамы, детали общего назначения |
| Ra 1,6 мкм | Тщательно обработанная поверхность | Чистовое фрезерование, чистовое точение, оптимизированные траектории инструмента | Видимые поверхности, монтажные поверхности, алюминиевые корпуса, открытые детали |
| Ra 0,8 мкм | Поверхность, обработанная с высокой точностью | Точная обработка, шлифование, контролируемые следы от инструмента | Уплотнительные поверхности, поверхности скольжения, сопрягаемые поверхности, прецизионные механические детали |
| Ra не более 0,4 мкм | Высокоточная поверхность | Шлифование, полировка, сверхточная обработка | Компоненты пресс-форм, оптические детали, высокоточные сопрягаемые детали |
Примечание: Значения шероховатости поверхности часто указываются в микрометрах (мкм) или микродюймах (мкдюйм). Коэффициент пересчёта составляет: 1 мкмин = 0,0254 мкм. Например, 32 мкмин ≈ 0,8 мкм, и 63 мкмин ≈ 1,6 мкм.
В чём разница между Ra и Rz?
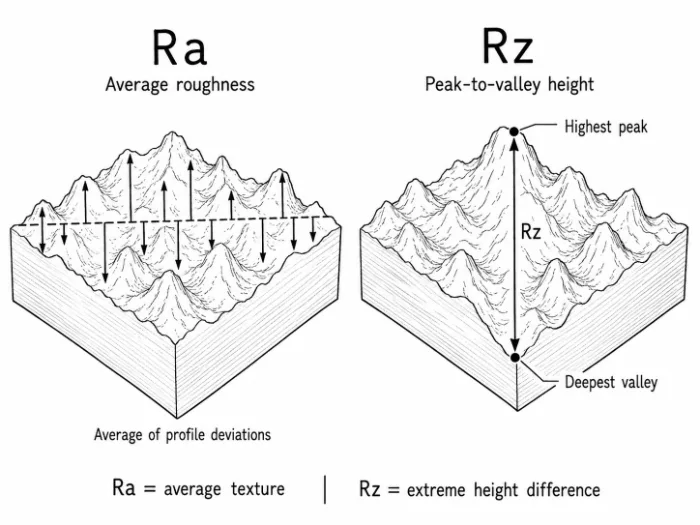
Ra и Rz — два наиболее распространённых параметра шероховатости поверхности. Проще говоря, Показатель Ra характеризует средний уровень поверхности, а показатель Rz — разницу между самыми высокими вершинами и самыми глубокими впадинами.
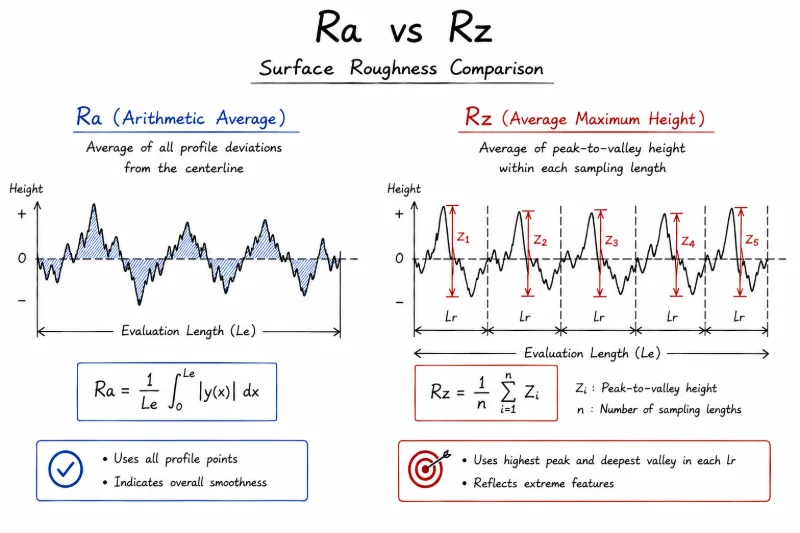
Что такое Ра?
- Ra — средняя шероховатость
Показатель Ra измеряет среднее отклонение профиля поверхности от осевой линии в пределах длины отбора проб. Он показывает, насколько шероховатая в среднем поверхность в целом. - Показатель Ra полезен для оценки общей гладкости поверхности
К типичным значениям, указанным в чертежах, относятся Ra 3,2, Ra 1,6 и Ra 0,8. Чем меньше значение, тем, как правило, гладче поверхность. - Ra — наиболее часто используемый параметр шероховатости в чертежах с ЧПУ
Для обычных конструкционных деталей, корпусов, кронштейнов, панелей и стандартных декоративных деталей показатель Ra, как правило, является достаточным для механической обработки и контроля качества.
Что такое Rz?
- Rz уделяет больше внимания разнице между пиком и впадиной
Показатель Rz в основном отражает разницу высот между более высокими пиками и более глубокими впадинами на профиле поверхности. Он более чувствителен к локальным следам от инструмента, царапинам, острым пикам и глубоким бороздкам. - Rz лучше подходит для контроля критически важных функциональных поверхностей
Если деталь используется для уплотнения, скольжения, трения, вращения или подвергается длительной нагрузке, одного показателя Ra может оказаться недостаточно. Даже если средняя шероховатость находится в допустимых пределах, локальные глубокие вмятины или пики все равно могут повлиять на герметичность, износостойкость или усталостную прочность. - Rz часто используется в условиях более строгого контроля качества
Уплотнительные поверхности, втулки, направляющие блоки, направляющие рельсы, гидравлические детали и прецизионные сопрягаемые поверхности часто требуют особого внимания к показателю Rz.
Для большинства стандартных деталей, изготовленных на станках с ЧПУ, обычно достаточно указать значение Ra на чертеже. Однако если деталь предназначена для герметизации, скольжения, трения, прецизионного соединения или подвергается длительной нагрузке, следует учитывать как Ra, так и Rz.
Как разобраться в обозначениях шероховатости поверхности на чертежах?
В чертежах для ЧПУ символ шероховатости поверхности указывает производителю, какое качество поверхности требуется для конкретного участка. Для инженеров это является конструктивным требованием. Для механических цехов это влияет на выбор инструмента, процесс обработки, метод контроля и окончательную стоимость заказа.
Какую информацию обычно содержит символ шероховатости поверхности?
- Параметр шероховатости
Ra — наиболее распространенный параметр. Для некоторых прецизионных деталей может также указываться Rz. - Значение шероховатости
К типичным примерам относятся Ra 3,2, Ra 1,6 и Ra 0,8. Чем меньше значение, тем, как правило, выше требования к качеству поверхности. - Требования к механической обработке
В некоторых чертежах также может указываться, требуется ли механическая обработка, шлифование, полировка или определённое направление укладки.
Почему шероховатость поверхности должна быть чётко обозначена на чертежах?
Четкие примечания к чертежам позволяют избежать недоразумений между заказчиком и механическим цехом. Кроме того, они помогают снизить риск переделок, возвратов и задержек с поставкой. Например, если заказчик указывает лишь требование о “гладкой поверхности” без конкретного значения Ra, производитель может применить стандартную обработку поверхности. Такая обработка может не соответствовать требованиям, предъявляемым к декоративным деталям, уплотнительным элементам или анодированным компонентам.
С другой стороны, установление чрезмерно строгих требований к шероховатости для некритических поверхностей может привести к увеличению времени обработки, затрат на контроль качества и давления со стороны заказчика в отношении сроков поставки. Поэтому заказчикам следует на чертеже выделять функциональные поверхности, видимые поверхности и некритические поверхности. К каждой поверхности должны предъявляться разумные требования к шероховатости с учетом её фактического назначения.
Как шероховатость поверхности влияет на детали, изготовленные на станках с ЧПУ?
Многие покупатели уделяют основное внимание допускам на размеры. Однако не менее важную роль играет и шероховатость поверхности. Даже при соблюдении требуемых размеров деталь может выйти из строя при сборке, герметизации, движении или последующей обработке поверхности, если качество поверхности не соответствует требованиям.
Влияние на точность сборки
Чрезмерная шероховатость может ухудшить качество контакта между соприкасающимися поверхностями. У прецизионных сборочных деталей могут наблюдаться неравномерный зазор, нестабильное положение или неудобство при сборке.
Влияние на трение и износ
Если поверхность скользящей, вращающейся или направляющей детали имеет слишком высокую шероховатость, трение увеличивается. Это может ускорить износ. Подходящее значение Ra или Rz способствует повышению стабильности движения и увеличению срока службы.
Влияние на герметичность
Если на уплотнительной поверхности имеются глубокие следы от инструмента, царапины или чрезмерная высота перепада между вершинами и впадинами, это может привести к утечке или нестабильному уплотнению. Гидравлические и пневматические детали, корпуса клапанов и уплотнительные элементы, как правило, требуют более строгого контроля шероховатости.
Влияние на внешний вид и качество поверхности
Результаты анодирования, пескоструйной обработки, гальваники, полировки или нанесения покрытия в значительной степени зависят от состояния поверхности, обработанной на станке с ЧПУ, до проведения финишной обработки. Если на исходной поверхности имеются заметные следы от инструмента, царапины или следы от зажимов, последующая обработка может не полностью их скрыть. В некоторых случаях это может даже сделать дефекты более заметными.
Влияние на стоимость и сроки выполнения заказа
Более низкое значение Ra, как правило, означает более точную обработку, более строгий контроль качества и более длительное время обработки. Выбор шероховатости поверхности, соответствующей фактическому назначению детали, является более экономически эффективным, чем постоянное требование минимального значения Ra. Кроме того, это помогает контролировать сроки изготовления.
Какие инструменты обычно используются для измерения шероховатости поверхности?
При контроле качества на станках с ЧПУ шероховатость поверхности невозможно определить только визуально или на ощупь. Ее необходимо проверять с помощью соответствующих измерительных приборов. Выбор подходящего прибора зависит от требований к точности детали, состояния поверхности, материала и условий проведения контроля.
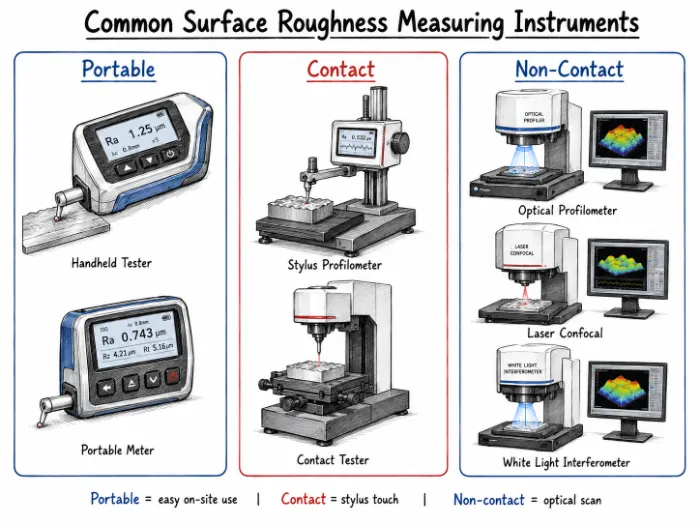
Прибор для измерения шероховатости контактной поверхности
Прибор для измерения шероховатости контактной поверхности — наиболее распространённый инструмент, используемый при обработке на станках с ЧПУ. Обычно он оснащён щупом, который перемещается по поверхности детали. Датчик собирает данные о микроскопическом профиле и рассчитывает такие параметры, как Ra и Rz. Этот прибор подходит для большинства обработанных металлических и пластиковых деталей. Его можно использовать для контроля первого экземпляра, контроля в процессе производства и окончательного контроля. К этой категории относятся также портативные приборы для измерения шероховатости. Они удобны для проверок на производстве и при работе с крупногабаритными деталями.
Профилометр
Профилометр регистрирует более полную кривую профиля поверхности. Его можно использовать для анализа шероховатости и наблюдения за профилем поверхности. По сравнению со стандартным прибором для измерения шероховатости профилометр лучше подходит для уплотнительных поверхностей, поверхностей скольжения, прецизионных сопрягаемых поверхностей и других функциональных зон, к которым предъявляются более высокие требования к качеству поверхности.
Бесконтактное оптическое измерительное оборудование
В бесконтактном измерительном оборудовании обычно используются лазерная интерферометрия, интерферометрия в белом свете, конфокальная технология или другие оптические методы. При этом не требуется, чтобы щуп соприкасался с поверхностью детали. Оно подходит для зеркально-гладких деталей, поверхностей с покрытием, мягких материалов, хрупких поверхностей и деталей с микроструктурой. Однако оборудование этого типа стоит дороже. Оно не так широко распространено, как контактные измерители шероховатости, используемые для стандартных деталей, обработанных на станках с ЧПУ.
Компаратор шероховатости поверхности
Компаратор шероховатости поверхности в основном используется для быстрого сравнения в условиях цеха. Обычно его применяют для сравнения текстур, полученных в результате фрезерования, токарной обработки, шлифования и других видов механической обработки. Он не позволяет получить точные значения Ra или Rz. Кроме того, он не может заменить официальный протокол контроля. Тем не менее он полезен для обсуждения внешнего вида поверхности, проверки текстуры обработки и вынесения первоначальной оценки качества.
Какие факторы влияют на шероховатость поверхности при обработке на станках с ЧПУ?
На шероховатость поверхности при обработке с ЧПУ в основном влияют состояние инструмента, параметры резания, свойства материала, устойчивость станка и способ крепления заготовки. В случае деталей, для которых требуется соблюдение заданных значений Ra или Rz, качество поверхности не должно зависеть исключительно от окончательного контроля. Этот фактор необходимо учитывать уже на этапе планирования технологического процесса.
Состояние инструмента
Острота и износ инструмента напрямую влияют на качество обрабатываемой поверхности. Изношенный инструмент может приводить к образованию заусенцев, царапин, наплавленного слоя и заметных следов от инструмента. Это приводит к увеличению значения Ra. При обработке более мягких материалов, таких как алюминий и медные сплавы, необходимо контролировать образование наплавленного слоя. При обработке сложных материалов, таких как нержавеющая сталь и титан, необходимо тщательно контролировать износ инструмента и тепловыделение при резке.
Параметры резки
Скорость резания, скорость подачи и глубина резания являются ключевыми факторами. Если скорость подачи слишком высока, следы от инструмента становятся более заметными. Если скорость резания выбрана неправильно, могут появиться следы вибрации или разрывы поверхности. При чистовой обработке обычно требуются более стабильные параметры резания для получения более однородной поверхности.
Свойства материала
Различные материалы по-разному ведут себя при механической обработке. Алюминиевые сплавы, как правило, легче поддаются обработке с получением более гладкой поверхности, но могут прилипать к инструменту или легко царапаться. Нержавеющая сталь обладает высокой вязкостью и может вызывать упрочнение материала или разрывы поверхности. При обработке инженерных пластиков необходимо учитывать риск тепловой деформации и появления ворсинок на кромках. Выбор материала влияет на достижимый уровень шероховатости и стоимость обработки.
Стабильность оборудования и приспособлений
Низкая жесткость станка или нестабильное закрепление детали могут вызывать вибрацию. Это может привести к появлению следов вибрации, волнообразных дефектов на поверхности и отклонений в размерах. Конструкция зажимного приспособления имеет особое значение для тонкостенных деталей, длинных валов, глубоких полостей и деталей нестандартной формы. Правильное закрепление позволяет уменьшить деформацию и вибрацию, что способствует более стабильной шероховатости поверхности.
Как выбрать подходящую степень шероховатости поверхности для проекта с ЧПУ?
При выборе шероховатости поверхности целью не должно быть достижение минимального значения Ra. Правильный выбор должен основываться на назначении детали, требованиях к сборке, эстетических требованиях, методе обработки поверхности и бюджете. Чрезмерно строгие требования к шероховатости могут привести к увеличению времени обработки, затрат на контроль качества и давления со стороны заказчика в отношении сроков поставки. Слишком низкие требования могут негативно повлиять на эксплуатационные характеристики детали и срок её службы.
Разделить критические и некритические поверхности
Различные поверхности одной и той же детали могут требовать разных уровней шероховатости. Уплотнительные поверхности, поверхности скольжения, сопрягаемые поверхности и видимые поверхности обычно требуют более строгого контроля показателей Ra или Rz. Для внутренних поверхностей зазора, бесконтактных поверхностей и стандартных конструкционных поверхностей зачастую достаточно общего качества обработки. Это позволяет контролировать затраты, не отступая при этом от функциональных требований.
Выбор значений Ra в зависимости от назначения детали
Для стандартных кронштейнов, рам и внутренних конструктивных элементов обычно применяются значения Ra 3,2 мкм или Ra 6,3 мкм. Для декоративных деталей, корпусов и панелей часто используются значения Ra 1,6 мкм или Ra 3,2 мкм. Для уплотнительных поверхностей, поверхностей скольжения и прецизионных сопрягаемых поверхностей может потребоваться шероховатость Ra 0,8 мкм или более гладкая поверхность.
Обратите внимание на окончательную обработку поверхности
Если деталь подлежит анодированию, пескоструйной обработке, полировке, гальваническому покрытию или нанесению другого покрытия, состояние поверхности, обработанной на станке с ЧПУ до проведения финишной обработки, повлияет на конечный результат. Очевидные следы от инструмента, царапины или следы от зажимов могут стать более заметными после финишной обработки. В случае деталей, имеющих эстетическое значение, и деталей, подвергающихся поверхностной обработке, требования к шероховатости поверхности следует определить на раннем этапе.
Уточните требования до составления коммерческого предложения
Чтобы получить более точный расчет стоимости и сроки изготовления, лучше всего предоставить чертежи, информацию о материале, количестве, допусках, требованиях к Ra/Rz, требованиях к качеству поверхности и сроках поставки. Если в чертеже указано лишь “гладкая поверхность” или “мелкая обработка”, это требование может быть неверно истолковано. Четкие требования к шероховатости поверхности помогают производителю более точно оценить технологический процесс, стоимость и сроки поставки.
Как контролировать шероховатость поверхности деталей, обработанных на станках с ЧПУ?
На самом деле Обработка на станках с ЧПУ, контроль шероховатости поверхности зависит не только от точности станка, но и от опыта в данной технологии обработки. Квалифицированный производитель, занимающийся механической обработкой, проанализирует требования к Ra, Rz, материалу, допускам и качеству поверхности, указанные в чертеже заказчика. При необходимости производитель согласует возможные корректировки с заказчиком. Затем команда подберет подходящие режущие инструменты, параметры обработки, методы закрепления заготовки и методы контроля для достижения более стабильного качества поверхности.
Для алюминия, нержавеющей стали, медных сплавов, инженерных пластиков и других материалов мы предоставляем практические рекомендации по механической обработке с учетом функциональных особенностей детали и требований к поверхности. Например, при обработке деталей, определяющих внешний вид изделия, необходимо тщательно контролировать наличие следов от инструмента и царапин. Уплотнительные поверхности требуют более точного контроля перепада высот. Анодированные детали перед финишной обработкой должны иметь однородную поверхность. Благодаря промежуточным проверкам и окончательному контролю можно снизить количество проблем, связанных с шероховатостью, царапинами на поверхности и дефектами, возникающими после обработки.

Резюме
Шероховатость поверхности является ключевым фактором качества при обработке на станках с ЧПУ. Она влияет не только на внешний вид детали, но и на точность сборки, коэффициент трения, герметичность, качество отделки поверхности, стоимость и сроки поставки. Понимание показателей Ra, Rz, символов шероховатости поверхности, таблиц шероховатости и методов измерения помогает заказчикам более четко формулировать требования к обработке и избегать ненужных споров по поводу качества.
В случае деталей, изготовленных на станках с ЧПУ, оптимальная шероховатость поверхности не всегда соответствует наименьшему значению Ra. Это значение, которое наилучшим образом соответствует назначению детали, материалу, процессу финишной обработки и бюджету. Если вам нужны детали, изготовленные на станках с ЧПУ, с контролируемой шероховатостью поверхности, Обработка Weldo может помочь в проверке ваших чертежей, дать рекомендации по практическим требованиям к Ra/Rz, а также предоставить прозрачные цитаты в зависимости от используемого материала, допуска, качества поверхности, количества и сроков поставки.








