

The antique dark bronze color anodized finish is not achieved through a simple surface coating or printing. We often see this antique bronze color on metal components in villas and estates, where it conveys a sense of rustic elegance and stability. While some finishes are created by mixing and spraying paint, others are produced through an electrolytic oxidation reaction known as “dark bronze anodized color.” The key difference is that the latter offers superior durability. Below, I will provide an overview of anodizing.
Dark bronze anodized color define
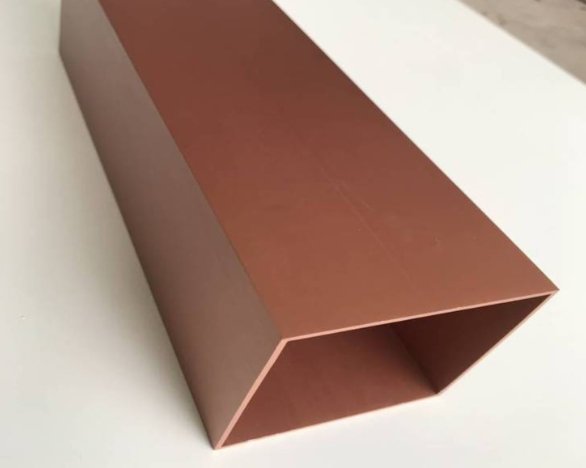
At first glance, “dark bronze anodized” might seem to refer to a dark bronze material that has undergone an anodizing process; in fact, it describes a dark antique bronze anodized finish—a specific color within the anodized finish family. This finish has a rustic, vintage appearance and does not produce glaring reflections when exposed to light. It is a commonly used color for aluminum components in classical villas, such as fences, stair railings, and doors and windows.
Dark bronze anodize film properties
I believe it is necessary to provide a detailed explanation of this bronze anodized coating to help you better understand its role, characteristics, and functions.
In terms of appearance, the bronze anodized coating features a deep, uniform, and stable color that is resistant to fading. The depth of the bronze hue can be adjusted by controlling the concentration and composition of the electrolyte solution as well as the voltage.
In terms of physical properties, the bronze anodized coating offers excellent resistance to scratches and wear, with high hardness. The coating’s hardness can reach 450–550 HV, which is 15–25 times harder than pure aluminum. Additionally, this bronze anodized coating is approximately 5.5 times harder than 6061-T6 aluminum. Furthermore, this ultra-thin brown oxide layer possesses a certain degree of elasticity, making it resistant to cracking under minor bending or deformation. Its surface is also relatively smooth, so do not be misled by its matte appearance—it actually has low friction.
In terms of chemical stability, this oxide layer effectively blocks moisture, oxygen, and acid-base corrosion. It also exhibits strong resistance to UV radiation and temperature fluctuations, thanks to the dense structure and stable chemical properties of the bronze-colored anodized film.
Regarding insulation properties, this bronze-colored anodized film has high electrical resistance; it will not break down and become conductive at low voltages, with each micrometer of thickness capable of withstanding approximately 25V.

Available in dark bronze anodized finish
Electrolysis time, dye concentration, electrolyte concentration, current, and voltage can all affect the color and thickness of the coating. The following are the color classifications:
Light antique bronze: Typically champagne or light brown in color, achieved through a shorter oxidation reaction time and lower dye concentration. These light brown metal fittings are suitable for use in settings with a soft, gentle ambiance.
Standard bronze: Achieved through oxidation with tin or nickel salts, this finish is widely used in architectural decoration and metal hardware for furniture.
Deep bronze: Commonly appearing as brown or dark brown, this finish is obtained by extending the electrolytic coloring time for workpieces such as aluminum alloys, increasing the dye concentration, and raising the current. These accessories feature a prominent texture and are suitable for crafts and high-end decorations (such as chandelier frames).
Gradient: This type of antique bronze is relatively rare; the color shifts when viewed from different angles. It is achieved by varying the oxidation voltage and duration or by adjusting the immersion depth of the workpiece. Consequently, the labor costs for producing gradient antique bronze finishes are higher.
Types of anodizing process
Based on differences in electrolyte composition, we classify them as follows.
Sulfuric acid anodizing (Type II): This is the most commonly used electrolytic coloring process. It uses a 15%–20% sulfuric acid solution to form an oxide film 5–25 μm thick, offering excellent hardness, wear resistance, and corrosion resistance. Common variants include clear anodized colors, primarily used for natural-finish anodizing of aluminum alloys. Additionally, due to the uniform pore structure within the film, it can absorb pigment particles, allowing for a wide range of colors. This process is widely used in aluminum components for electronics, automotive, construction, and kitchenware applications where both appearance and performance are critical.
Chromic Acid Anodizing (Type I): This process uses a 3%–10% chromic acid electrolyte to form a 2–10 μm thin film ranging from light to dark gray. It offers excellent corrosion resistance and has minimal impact on the fatigue strength of the workpiece, making it suitable for parts with high corrosion resistance requirements, such as those in aviation, naval vessels, and precision instruments. However, due to the significant environmental hazards posed by chromic acid waste and the high cost of treatment, this method is rarely used today.
Hard Anodizing (Type III): Forms a 25–150 μm coating under low-temperature, high-current conditions, with a hardness of HV 350–550. It offers excellent wear resistance, heat resistance, and electrical insulation, making it suitable for heavy-duty, wear-resistant mechanical components. The coating is dense with minimal porosity, making it difficult to dye; hard-coat anodizing colors typically appear in dark tones such as gray and black.
Oxalic Acid Anodizing: Using oxalic acid as the electrolyte produces an oxide film of 10–60 μm. It possesses natural olive green or yellow hues and offers outstanding hardness and insulation properties; however, the process is complex and relatively expensive, so it is primarily used for aluminum wire, strip, and precision instrument parts requiring high insulation and wear resistance.
Phosphoric Acid Anodizing: Using a 15%-30% phosphoric acid solution as the electrolyte, this process produces an extremely thin, porous oxide film. Its primary purpose is not protection or decoration, but rather to improve surface adhesion on aluminum, providing an optimal substrate for subsequent coating, painting, or bonding. It is primarily used in applications such as structural bonding in aircraft manufacturing and pretreatment for industrial paint primers.
Ceramic Anodizing: This process uses an electrolyte containing titanium salts. The resulting coating has a porcelain-like luster, high hardness, excellent wear and corrosion resistance, and good electrical insulation. It supports dyeing and has a texture similar to ceramic, making it commonly used in high-end kitchenware, decorative components, and other products that require both aesthetic appeal and comprehensive performance.
What Materials Can Be Anodized?
Anodizing is primarily suitable for the following materials:
Aluminum Alloys
These are the most commonly anodized materials. Through electrochemical treatment, a dense layer of aluminum oxide (Al₂O₃) forms on the surface of the aluminum, significantly improving corrosion resistance and wear resistance. The material can also be dyed to achieve a variety of colors, making it widely used in automotive parts, aerospace components, electronic device casings, architectural decoration, and other fields.
Titanium alloys
Anodizing of titanium alloys utilizes the phenomenon of light interference to form a scratch-resistant oxide film. The voltage range varies from 10 to 110 V, yielding different anodized titanium colors, such as natural transparent, gold, bronze, purple, blue, green, orange, and iridescent. It is commonly used in aerospace, medical implants (such as hip joints and dental implants), and high-end watches, offering excellent biocompatibility and corrosion resistance.
Magnesium Alloys
Magnesium alloys, after anodization, are commonly used in lightweight structural components, such as bicycle frames, vehicle battery casings, and drone parts. However, it is important to note that magnesium is highly chemically reactive, so the electrolytic process parameters must be strictly controlled during treatment. Base colors can be achieved by controlling the composition of the electrolyte, and dyes can be added to create other color schemes.
Zinc Alloys
Zinc anodizing is divided into chemical dyeing and electrolytic dyeing. Electrolytic dyeing produces more durable and long-lasting colors and is commonly used for automotive fasteners, architectural hardware, and electronic enclosures. However, compared to aluminum and titanium, the performance and application scope of its oxide film are relatively limited.
It should be noted that anodizing is not suitable for ferrous metals such as iron and steel, as their oxide films dissolve easily in the electrolyte and cannot form a stable oxide layer.
Common Color Categories for Anodizing
The common color classifications for anodizing primarily depend on the process type, electrolyte system, and whether a dyeing treatment is applied. The following are the common color categories:
Natural Color/ Clear anodized (Silver-White/Light Gray)
The surfaces of metals such as aluminum and titanium that have not been dyed or have undergone only basic anodizing exhibit the metal’s natural light gray or silver-white hue. This is the most common default color and is suitable for industrial components with no specific color requirements or for basic protective applications.
Black anodized
Black anodized finishes offer excellent corrosion and wear resistance. They absorb most light, effectively reducing light pollution.
Gold/Golden Yellow anodized
Achieved through electrolytic coloring or the addition of dyes, this vibrant color is commonly used for decorative components, jewelry earrings, and consumer electronics to enhance a premium aesthetic.
Blue anodized
Obtained through specific dyeing or electrolytic coloring processes, this fresh color is often used for decorative components, signage, and consumer electronics exterior parts to increase visual appeal.

Red anodized
Achieved through dyeing or electrolytic coloring, this vibrant, eye-catching color is commonly used for decorative components, warning signs, and consumer electronics casings.
Green anodized
Obtained through dyeing or electrolytic coloring processes, this natural-looking color is frequently used for decorative components and eco-friendly product elements.
Purple anodized
Achieved through dyeing or electrolytic coloring, this unique color is often used for high-end decorative components and artistic crafts.
Gradient Colors anodized
As mentioned earlier, similar to bronze gradient anodizing, color gradients are achieved by controlling the electrical current parameters and the areas of oxidation. This is commonly used for high-end decorative components and art installations to enhance visual depth.
It should be noted that titanium alloy anodizing can utilize the phenomenon of light interference to produce a variety of colors, including gray, light gold, blue, and purple. These colors are achieved without dyeing; since no dyes are required, there is no layer of pigment particles, and the resulting oxide layer is more weather-resistant than that of aluminum alloys.
Here is a summary of the table:
| Color Category | Anodized Color | Color Characteristics | Common Accessories & Application Scenarios |
|---|---|---|---|
| Basic Industrial Colors | Natural Color (Silver-White / Light Gray) | Retains the natural metallic appearance, simple and versatile | CNC structural parts, mechanical components, heat sinks, industrial housings, connectors |
| Functional Protective Colors | Black Anodized | Excellent wear and corrosion resistance, absorbs light and reduces reflection | Camera accessories, optical instrument housings, automotive parts, electronic enclosures |
| Premium Decorative Colors | Gold / Golden Yellow Anodized | Luxurious appearance with strong decorative appeal | Jewelry accessories, earrings, watch components, consumer electronics trim parts |
| Modern Technology Colors | Blue Anodized | Fresh, modern, and high-tech visual effect | Phone housings, computer accessories, brand signage, bicycle components |
| Warning & Identification Colors | Red Anodized | Bright, eye-catching, highly visible | Safety signs, electronic device housings, sports equipment accessories |
| Eco-Inspired Colors | Green Anodized | Natural-looking and environmentally friendly appearance | Eco-friendly product parts, outdoor equipment accessories, decorative components |
| Artistic & Personalized Colors | Purple Anodized | Unique, stylish, and highly distinctive | Artistic decorations, premium crafts, customized jewelry accessories |
| Artistic Gradient Colors | Gradient Colors Anodized | Rich color transitions with strong visual depth | High-end consumer electronics, display components, art installations, custom branded products |
How to Control Color Variations in Anodizing
Since color is not merely a two-dimensional effect, it cannot be customized simply by providing a Pantone color code. Color perception is a three- to four-dimensional phenomenon influenced by factors such as the observer’s angle of view, the workpiece material, the thickness of the anodized coating, surface gloss, and lighting conditions.
At Weldo, our post-treatment engineers sometimes ask customers to first confirm our anodized color samples. Once confirmed, we proceed with mass production based on the previously registered product with the corresponding anodizing color card serial number;
At times, clients may request that we begin production only after receiving their color samples. This allows us to adjust and confirm the anodized color under identical conditions. If you require custom anodizing colors, you can provide us with both a Pantone color swatch and a physical sample for direct comparison. This approach will ensure a smoother collaboration moving forward.
If color discrepancies arise, we will reprocess the material, strictly controlling reaction time and other electrical parameters to ensure delivery within the agreed color tolerance range (since anodized colors cannot be 100% identical—slight variations may occur across different areas of a workpiece or between individual workpieces—fulfilling the order within the mutually agreed color range is the standard solution, similar to dimensional tolerances).
How to Resolve Disputes Over Color Variations in Anodized Parts
If you discover significant color variations upon receipt, you may contact the manufacturer for rework or a return. If cooperation is unsatisfactory, consider partnering with high-quality machining manufacturers like Weldo Machining; selecting manufacturers with higher-grade processing capabilities generally reduces post-sales complications. Upon receiving a color variation complaint, we will verify the issue against the retained sample and the customer’s video footage. After confirmation through a meeting, we can process a return, re-production, replacement shipment, or refund.

How to Avoid Transaction Disputes Regarding Anodizing
Clarify Contract Terms: The contract should specify process parameters such as the type of anodizing, film thickness, and color, and establish acceptance criteria, payment milestones, and invoicing requirements. It should also outline the procedures for handling breaches of contract and the standards for compensation.
Enhance Communication and Confirmation: During the initial coordination phase, confirm the suitability of the product materials and performance requirements. Before mass production, confirm the
anodizing color chart samples. Both parties should synchronize progress in real time and promptly negotiate solutions to any issues.
Strict Quality Control: The Client (Party A) and the Supplier (Party B) must ensure the substrate meets anodizing standards. The Supplier must strictly control production process parameters and provide a quality inspection report with each shipment. The Client must inspect and accept the goods in accordance with the contractual standards.
Retain Evidence and Records: Safely store documents such as contracts and sample confirmations. The Supplier should retain production and quality inspection records for traceability, and both parties should keep records of all communications for dispute resolution.
Factors Contributing to Color Variations in Anodizing
1. Slight variations in the anodized layer may occur between different batches of metal raw materials; this is acceptable as long as the color difference remains within the permissible range.
2. Variations in the duration of the oxidation-reduction reaction;
Issues with current and voltage parameter settings;
Changes in solution concentration: as the reaction progresses, the reaction rate decreases, requiring regular checks of solution concentration and the addition of active ingredients;
Differences in the material and composition of workpieces can also result in color variations even within the same electrolytic cell;
The size, thickness, and shape of workpieces can cause color differences. It is necessary to establish appropriate processing methods for workpieces of varying thicknesses, sizes, and shapes to ensure the color variation remains within acceptable limits.
3. The shape of the raw material also plays a role. For example, when aluminum alloy coils, sheets, and wires undergo electrochemical reactions in the same electrolytic cell, the resulting colors will differ. This follows the same principle as the color variations caused by shape and angle mentioned above.
4. The sealing method used after anodizing, as well as the thickness and smoothness of the sealing film, also affect color variation and texture:
High-temperature boiling water sealing often causes dyed workpieces to appear whitish, hazy, or with uneven gloss; anodized dyed parts are prone to fading, color bleeding, and inconsistent shades within the same batch.
Medium-temperature nickel salt sealing solutions, due to unstable concentration, pH, and temperature, can cause workpieces to appear grayish, greenish, or develop localized mottling; exceeding the sealing time will result in the workpiece becoming darker overall.
Room-temperature cold sealing often results in elevated fluoride ion levels, which can slightly corrode the oxide film, leading to white spots, mottling, and lighter local tones; an imbalance in the formulation causes overall color shifts.
Chromate sealing inherently has a yellowish-brown undertone, causing both natural and dyed parts to appear yellow overall, inevitably resulting in fixed color differences.
Uneven coating thickness in silane/organic sealing can cause a hazy appearance and inconsistent light and dark areas; differences in gloss directly result in visual color variations.
All conventional sealing processes carry the risk of inducing anodizing color variations, with boiling water, nickel salt, and cold sealing being the most common sources of daily color discrepancies. By standardizing bath parameters, sealing parts from the same batch at the same temperature and for the same duration, and using pure water, the range of color variations can be significantly reduced.
About Weldo Machining
At Weldo Machining, we have specialized in custom machined components for over 15 years, with expertise spanning CNC machining, casting, forging, injection molding, aluminum extrusion, 3D printing, and over 50 types of surface treatment processes. If you’d like to learn more about our anodizing project experience or looking for a reliable custom manufacturing partner, please contact us.









{kind=link}