










POM CNC-bewerking
Ook wel saigang genoemd, hoge stijfheid, slijtvastheid, zelfsmering, en dankzij zijn stabiliteit is het een uitstekend alternatief voor metaal.
Procesbereik:
- CNC-bewerking
- Gieten
- Lasersnijden
- Oppervlakteafwerking
Wat is POM-CNC-bewerking?
POM is een wrijvingsarme, slijtvaste kunststof die wordt gebruikt in precisie-CNC-onderdelen zoals tandwielen en lagers.
POM is een polymeermateriaal dat ontstaat door de polymerisatie van formaldehyde (CH₂O), dat voornamelijk bestaat uit C, H en O, en dat met additieven kan worden gemodificeerd om de eigenschappen ervan te verbeteren.
Soorten en mechanische eigenschappen eigenschappen van POM
| Soort cijfer | Treksterkte (MPa) | Buigmodulus (GPa) | Slagvastheid met inkeping (kJ/m²) | Warmteafbuigtemperatuur (°C) | Wateropname (%) |
|---|---|---|---|---|---|
| POM‑H | 68–70 | 2.8–3.0 | 6.5–7.5 | 110–124 | 0.20–0.25 |
| POM‑C (Algemeen) | 60–62 | 2.5–2.7 | 7.0–9.0 | 96–110 | 0.15–0.20 |
| POM met hoge slijtvastheid en stijfheid | 62–65 | 2.7–3.0 | 6.0–7.0 | 100–110 | 0.15–0.20 |
| Gehard POM | 50–58 | 2.0–2.3 | 12–20 | 85–95 | 0.15–0.20 |
| Glasvezel POM | 90–110 | 6.0–7.0 | 4–6 | 130–145 | 0.10–0.15 |
| Antistatisch / geleidend POM | 55–65 | 2.2–2.8 | 5–8 | 95–105 | 0.15–0.20 |
Oppervlakteafwerking voor POM-onderdelen
Op basis van meer dan 15 jaar ervaring op het gebied van CNC-bewerking hebben we de volgende lijst samengesteld met oppervlakteafwerkingsprocessen die worden toegepast op diverse precisiebewerkte onderdelen van ABS-materiaal.
| Oppervlakteafwerking | Beschrijving | Typische toepassingen |
|---|---|---|
| Zoals bewerkt | Glad, machinaal bewerkt oppervlak met lichte bewerkingssporen; zorgt voor een hoge maatnauwkeurigheid en lage wrijving. | Tandwielen, bussen, schuifstukken, functionele onderdelen |
| Polijsten | Mechanisch polijsten om de oppervlakteruwheid te verminderen en de gladheid te verbeteren; niet geschikt voor hoogglansafwerkingen. | Onderdelen waaraan uiterlijke eisen worden gesteld |
| Zandstralen | Zorgt voor een egaal, mat of gestructureerd oppervlak om bewerkingssporen verbergen en de visuele uniformiteit verbeteren. | Niet-glijdende onderdelen, cosmetische ingrediënten |
| Lasergraveren | Permanente markering van logo’s, onderdeelnummers, of serienummers, zonder dat dit ten koste gaat van de sterkte van het onderdeel. | Identificatie en traceerbaarheid |
| Afdrukken (beperkt) | Zeefdruk of tampondruk met voorbehandeling van het oppervlak; De hechting is beperkt vanwege de lage oppervlakte-energie. | Eenvoudige markeringen of labels |
| Coating (beperkt) | Functionele coatings die worden aangebracht na een speciale oppervlaktevoorbehandeling; niet aanbevolen voor decoratieve doeleinden. | Antistatisch of kleurcodering |
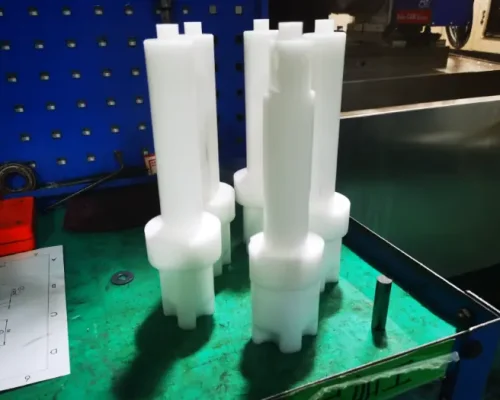
Een project voor de bewerking van POM
Hieronder volgen enkele voorbeelden van de dagelijkse POM-productie in onze fabriek, waarbij voornamelijk gebruik wordt gemaakt van meerassige frees- en CNC-draaitechnieken voor de vervaardiging van bewegende assen, zuigerstangen, platen, draagconstructies, slijtvaste POM-onderdelen, enz.








Voordelen van POM-onderdelen
Uitstekende precisie en stijfheid
Hoge nauwkeurigheid (±0,01 mm) in combinatie met een hoge stijfheid en stabiliteit.
Slijtvast en wrijvingsarm
Slijtvast, wrijvingsarm en zelfsmerend materiaal.
Stabiele prestaties
Lage vochtopname en goede chemische bestendigheid.
Toepassingen van POM-onderdelen
Automobielindustrie
Wordt gebruikt in tandwielen en brandstofonderdelen die aan hoge belastingen en wrijving worden blootgesteld.
Elektronica en elektrotechniek
Wordt gebruikt in koppelingen en tandwielen waar precisie vereist is.
Mechanische productie
Wordt gebruikt in schuifmechanismen en bevestigingselementen vanwege de slijtvastheid.
Medische hulpmiddelen
Wordt gebruikt in precisieonderdelen die bestand zijn tegen sterilisatie.
Mogelijkheden voor CNC-bewerking van POM
Maximale bewerkingsafmetingen: 3000 mm × 1200 mm × 850 mm
Minimale bewerkingsafmetingen: 10 mm × 10 mm × 10 mm
Minimale bewerkingsradius: 0,05 mm
Maximale nauwkeurigheid: ±0,005 mm
Minimale wanddikte: 0,5 mm
Richtlijn voor CNC-bewerking van POM
Toerental van de spil: 600 – 3000 tpm, instelbaar afhankelijk van de diameter van het gereedschap en de bedrijfsvereisten.
Voedingssnelheid: 10 – 20 mm/min, waarbij een evenwicht wordt gevonden tussen bewerkingsefficiëntie en oppervlaktekwaliteit.
Koelvloeistof: Gebruik een POM-compatibele koelvloeistof om materiaalaantasting te voorkomen.
Thermische stabiliteit: Regel de temperatuur op 180–230 ℃; vermijd temperaturen boven 240 ℃ en langdurige blootstelling.
Stollingssnelheid: Snelle afkoeling (~160 ℃) kan tot defecten leiden; optimaliseer de afkoeling.
Slijtvastheid: Goede slijtvastheid, maar houd de slijtage van het gereedschap in de gaten om de nauwkeurigheid te waarborgen.
Waarom kiezen voor Weldo Machining?
60+ Machine
Met meer dan 60 meerassige CNC-machines en vonksnijmachines kan de consistentie bij massaproductie worden gewaarborgd.
DFM-service
Het constructieontwerp optimaliseren; de productiekosten verlagen en de efficiëntie van het productieproces verbeteren.








Kwaliteitscontrole
Met CMM en andere apparatuur voor kwaliteitscontrole kan de detectienauwkeurigheid oplopen tot 0,001 mm.
Snelle levering
Monsters kunnen binnen 1 dag worden verzonden, Producten kunnen binnen 3-15 dagen worden verzonden
Veelgestelde vragen over POM-CNC-bewerking
Wat zijn enkele veelvoorkomende problemen die zich voordoen bij het bewerken van POM-materialen met behulp van CNC-bewerking? Hoe kunnen deze worden voorkomen?
Veelvoorkomende problemen zijn onder meer thermische ontleding (oververhitting), vervorming door interne spanningen (ongelijkmatige afkoeling) en snelle slijtage van het gereedschap (hoge hardheid). Om dit te voorkomen, moet de bewerkingstemperatuur worden geregeld, moeten de koelkanalen worden geoptimaliseerd, moet gebruik worden gemaakt van gecoat gereedschap en moet de snijdiepte worden verminderd.
Hoe kunnen de snijparameters voor CNC-bewerking van POM worden geoptimaliseerd om de oppervlaktekwaliteit te verbeteren?
Bij het voorbewerken moet gebruik worden gemaakt van lage toerentallen (800-1500 tpm) en hoge voedingssnelheden (15-20 mm/min). Bij het nabewerken moet gebruik worden gemaakt van hoge toerentallen (1500-2500 tpm) en lage voedingssnelheden (5-10 mm/min), met een snijdiepte ≤0,3 mm, en dit moet worden uitgevoerd met koelvloeistof onder hoge druk.
Waarom is er een speciale koelvloeistof nodig voor het bewerken van POM? Hoe kies je er een uit?
POM is bij hoge temperaturen gevoelig voor afbraak, waarbij formaldehyde vrijkomt. Een speciaal koelmiddel kan het materiaal snel afkoelen en afbraak voorkomen. Kies voor in water oplosbare of op olie gebaseerde koelmiddelen en vermijd middelen die chloor of zwavel bevatten. Dunwandige onderdelen kunnen worden gekoeld met behulp van lagedruk-sproeikoeling.
Wat zijn veelvoorkomende oppervlaktefouten na CNC-bewerking van POM?
Hoe kunnen deze problemen worden opgelost? Voorbeelden van defecten zijn rimpels (ongelijkmatige koeling), bramen (slijtage van het gereedschap) en vervorming (te hoge klemdruk). Oplossingen zijn onder meer geoptimaliseerde koeling, regelmatige gereedschapswisselingen, een gecontroleerde voedingssnelheid en het gebruik van flexibele opspanningen voor het vastklemmen van dunwandige onderdelen.
Wat zijn de voordelen van POM-onderdelen ten opzichte van materialen zoals ABS/PA66?
POM heeft een superieure slijtvastheid in vergelijking met ABS, een betere maatvastheid dan PA66 (lage wateropname) en een uitstekende chemische bestendigheid, waardoor het geschikt is voor precisiemachines, niet-giftige medische onderdelen en andere toepassingen waarbij het langdurig zonder smering kan functioneren.